
 搜索
搜索



-
分享常用切削液的作用以及部分切削液配方组成
切削液是一种用在金属切削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体,切削液由多种超强功能助剂经科学复合配合而成,同时具备良好的冷却性能、润滑性能、防锈性能、清洗功能、易稀释特点。
专业视角 -

什么是半合成切削液以及半合成切削液的特点
所谓半合成切削液又叫做微乳化切削液。其产品中是有一些少量的矿物质油和各种各样添加剂配合而成的半合成切削液。其实半合成切削液也是润滑切削液的一种半合成切削液中的矿物油含量一般在5%-30%左右,通常半合成切削液的颜色外观透明或半透明的浓缩液, 半合成切削液是机集合了乳化油和全合成切削液的优点。
专业视角 -

铝合金研磨切削液配方研究与原材料的选择
以松香、顺酐和混胺等原料合成的非离子表面活性剂BBA具有优异的润滑和防锈性能,油酸三乙醇胺酯是优良的油性添加剂,以非离子表面活性剂BBA和油酸三乙醇胺酯等复合配制而成的水基切削液,具有优良的润滑性、防锈性、冷却性和清洗性。是水基切削液的重大突破。
专业视角 -
金属工业清洗剂的功能原理基础知识
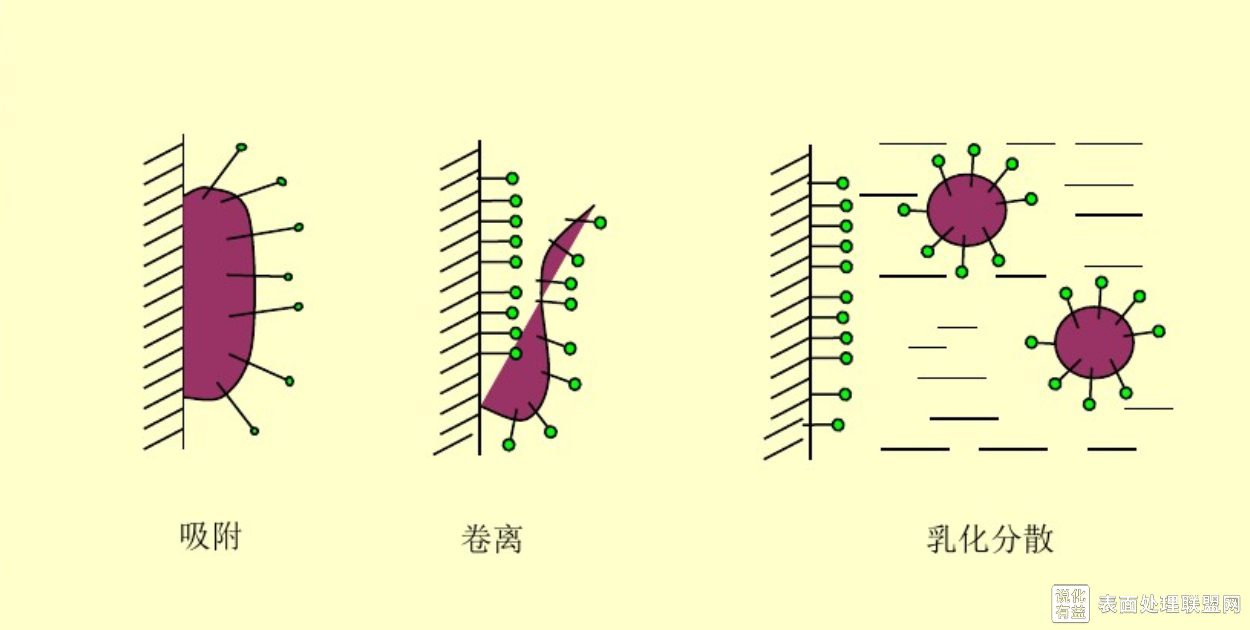
金属制品的生产、使用和维修过程中,需要清洗附着在其表面上的各种污物(如加工过程中的金属屑、切削液、磨料和各种油脂、灰尘及酸、碱、盐等电解质和手汗,摩擦磨损产物和锈蚀产物等),并得到一定的清洁度,以保障加工工序的顺利进行,防止锈蚀和磨损,保证表面质量。
专业视角 -

金属切削液表面的浮油问题简单处理方法
金属切削加工的过程中,切削液使用时间长了,表面可能会出现一层浮油的情况。例如:加工铸铁的厂家,在加工铸铁的过程中会产生大量的金属碎屑或者是金属颗粒,而这些金属杂质通过与生产过程中所泄漏的设备油和液压油混合在一起,会产生一层浮油漂浮在金属切削液的表面,影响切削液的质量和金属加工的质量,所以出现浮油的问题应尽快解决。
专业视角 -

全合成切削液与半合成切削液的区别
全合成切削液,不含基础油,使用周期长,稀释液透明,清洗性能、冷却性能、稳定性能、抗硬水性能优,使用工作环境相对较干净;润滑性能相对较差。适合各种磨削工艺,以及轻负荷和中负荷切削加工。
专业视角 -

金属加工过程中切削液切削油乳化油的区别
切削油不含水,润滑性和浸润性好,但冷却效果较差;油基切削液含水7-80%甚至更高冷却和清洗效果明显,但润滑性和浸润性较差.切削油产品是由基础油复配不同比例的极压耐磨添加剂、润滑剂、防锈剂、防霉杀菌剂,催冷剂等添加剂合成,产品因此具有极佳的对数控机床本身、刃具、工件和乳化液的彻底保护性能。切削油有超强的润滑极压效果,有效保护刀具并延长其使用寿命,可获得极高的工件精密度和表面光洁度。
专业视角 -
电镀中常见的除油工艺原理学习研究(二)
钢铁件高温化学除油钢铁件,含不锈钢,由于化学性质稳定,耐强碱,耐高温,而且很多时候油脂比较多,油脂成分比较复杂,如有冲压油,机加工切削液,磨削液,防锈油等,因此配制除油粉的时候应该要考虑到这些因素。 由于钢铁件耐强碱,耐高温,我们可以大大增加除油粉中烧碱的用量,依靠高温碱的皂化作用,一方面清除部分可以皂化的油脂,另一方面,皂化后的油脂本身也是一种有一定除油效果的表面活性剂,从而可以促进清洗。
专业视角 -

三乙醇胺硼酸酯主要用于金属防锈剂润滑剂
三乙醇胺硼酸酯是一种有机化合物,分子式是C6H12BNO3。广泛应用于机械、冶金、石油化工等行业中。在切削液、轧制油、乳化油、防锈剂中,具有良好的防锈性能。
专业视角 -

钻孔加工过程中切削液的选对很重要其中有经验可循
钻孔时使用一般的麻花钻钻孔,属于粗加工,钻削时排屑困难,难于释放切削热,往往容易导致刀刃退火,从而危害钻头的使用寿命及加工效率。如选用性能好的切削液,则可改善以上问题。 今天,小科就和大家分享下《钻孔加工过程中,切削液的选择方法》。
专业视角
提示✕









