
 搜索
搜索



-
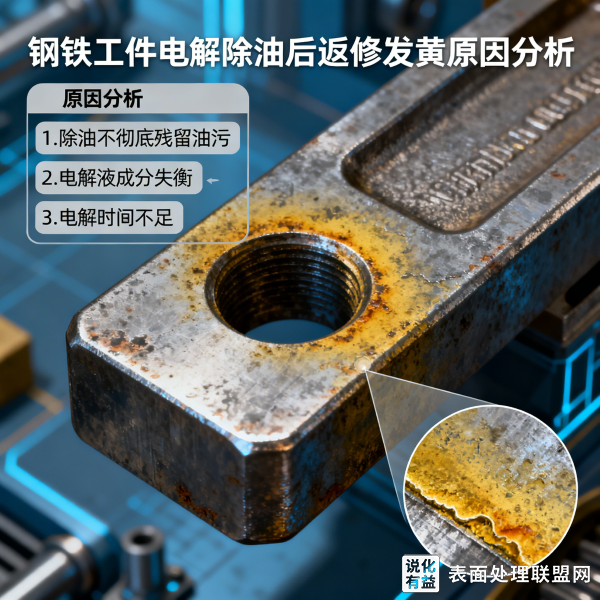
钢铁工件电解除油后容易生锈发黄原因分析
铁工件在电解除油后、进入水洗前就生锈发黄,确实让人头疼。这通常意味着在除油结束到水洗开始这个极短的时间差里,工件表面已经发生了氧化。结合你描述的情况,主要有以下几个原因,你可以对照自己的工序逐一排查:
专业视角 -

铜合金酸洗需要注意哪些事项
首先,操作环境应保持良好的通风条件,因为酸洗液会挥发出刺激性气体,如二氧化硫等,长时间在密闭空间中使用可能会对人体呼吸系统造成伤害,引发咳嗽、呼吸困难等症状,严重时甚至可能导致中毒。
专业视角 -

黄铜化学抛光后如何防止氧化
可采用钝化处理的方式防止黄铜氧化,通过将黄铜件浸泡在含有特定化学成分的钝化液中,如含有铬酸盐、钼酸盐等成分的溶液,在其表面形成一层致密的钝化膜。这层膜能有效阻挡氧气、水分等与黄铜基体直接接触,根据相关实验数据,经过良好钝化处理的黄铜,在相对湿度为60%、温度25℃的环境下,抗氧化时间可延长至原来的3 - 5倍。
专业视角 -

三乙醇胺硼酸酯在防锈中的作用与配方
三乙醇胺硼酸酯的防锈配方主要包括其合成方法和作为防锈剂的使用浓度。核心配方为:合成时硼酸与三乙醇胺的摩尔比1.0:1.2,反应温度145°C,时间4小时;作为防锈剂使用时,推荐水溶液浓度为
专业视角 -
一般铁锈转化剂能坚持多长时间
铁锈转化处理后可以喷涂:丙烯酸、醇酸、聚氨酯、氟碳、环氧等油漆,铁锈转化膜与中间漆、面漆配合使用可以满足长期防腐作用。刷涂铁锈转化剂后如不做喷漆涂装室内干燥环境6个月左右防锈时间,从而起到除锈防锈的双重作用。
专业视角 -
高温锰系磷化常见问题分析
高温锰系磷化常见问题主要包括磷化膜结晶粗糙、不均匀、耐蚀性差、反应无法停止等,主要与工艺参数控制(如酸比、温度、时间)及槽液管理(如亚铁离子含量、表调效果)密切相关。
专业视角 -

概述铁锈转化剂使用注意事项以及转化时间
使用前需清除金属表面的浮锈、油污及松散涂层。轻度锈蚀(锈层厚度<50μm)可直接喷涂或刷涂;重度锈蚀(锈层厚度≥100μm)建议用钢丝刷或砂纸打磨至稳定锈层(参考《GB/T 8923-2011 涂装前钢材表面锈蚀等级》标准)。
专业视角 -
锌系磷化常见的故障及解决办法
促进剂过低:化成不易,时间延长,工件烤干易发黄,有时呈黄斑。C.酸比是否正常,与促进剂是否协调。酸比高,促进剂低,反之亦然
专业视角 -
铸铁磷化处理的技术和方法
为了改善铸铁的防锈能力,研究人员开发了中温锰锌钙系磷化工艺。该工艺通过正交试验研究了磷化膜的性能与工艺条件的关系,并探讨了磷化机理。优化工艺参数包括:总酸50点,酸比18,硝酸钙含量0.5g/L,表调时间40秒,磷化时间10分钟。在此工艺参数下,硫酸铜点滴可达28分钟,耐蚀性能在中性盐雾试验中表现良好。
专业视角 -

金属表面前处理中什么是电化学除油或电解除油
前处理工艺中电化除油是利用电解作用除油,将被工件置于充满除油液的电解槽中,以阳极(或阴极)电极为电解来源,在短时间内通直流电产生大量气泡,使油脂与工件迅速脱离,在除油槽液中表面活性剂的包裹下被剥离工件表面,从而达到除油功能,效果更快清洗除油更彻底!在电镀中必须使用得一个环节!
专业视角
提示✕









