



-

【资讯】钢铁工件、铜及铜合金化学镀时预处理工艺流程
钢铁工件预处理流程(1)表面清理根据实际需要选择喷砂、滚光、刷光、磨光、抛光等工艺。(2)脱脂根据实际需要选择有机溶剂脱脂、滚筒脱脂、擦拭脱脂、化学脱脂、电化学脱脂等。应注意的是有氢脆危险的工件不得进行阴极电解脱脂。
行业资讯 -

【资讯】常用水溶性防锈剂配方技术
1. 乙醇胺与酸的复配防锈剂:乙醇胺包括单乙醇胺、二乙醇胺及三乙醇胺,与他们复配的酸可以是无机酸和有机酸。醇胺与酸常温下复配生成醇胺盐。蒋海珍等合成并研究了水溶性有机羧酸醇胺盐防锈剂,表明其防锈性与分子烷链长度、分子中的极性基团种类及数目有关,并据此合成出了有机羧酸醇胺盐防锈剂ATEA-1,其0.25%的水溶液可使钢铁制品48h不锈。
行业资讯 -
资讯:镀锌板工件进行表面处理与喷漆指南。
镀锌件通常的处理是热浸镀锌(Hot Dip Galvanising),它是钢结构重要的防腐蚀处理工艺,广泛应用于高速公路护栏、屋顶压型钢板、输电塔、电视塔、栏杆等等。热浸镀锌即是把钢铁浸入温度达 440-465℃或者更高温度的熔化锌中进行处理的过程,铁基体与熔锌反应,形成铁-锌合金层覆盖在整个工件表面。镀锌表面有一定的韧性,可耐很大的摩擦及冲击,与基体有着良好的结合。
行业资讯 -

资讯:钢铁常温发黑处理常见问题及处理方法!
钢铁常温发黑处理中通常容易出现各种意想不到的问题,容易产生发黑光泽性不好,工件黑膜花斑或者发黑膜不均匀等各种问题,长期使用常温发黑处理的用户都了解;那么是什么原因导致的这种现象产生呢,常见的有一下几点:
行业资讯 -

资讯:常用金属表面浸蚀剂、腐蚀剂、除锈剂有哪些?
硫酸 常温下,硫酸对金属氧化物的溶解能力较弱,即使提高硫酸溶液的浓度,也不能显著提高硫酸溶液的浸蚀能力,且其质量分数达到60%以上时,对氧化皮几乎不溶解。热硫酸溶液对钢铁的浸蚀能力较强,对氧化皮有较大的剥离作用,但温度过高时容易浸蚀钢铁基体,并引起氢脆。因此,对于钢铁件通常使用的最佳质量分数为25%,一般加热到50~60℃。
行业资讯 -

资讯:黑色金属钢铁氧化皮的形成过程!
在金属表面层由于氧化的结果形成氧化薄膜一氧化铁皮。加热时由于氧和铁的扩散,结果形成氧化铁皮。铁往表面层扩散,而氧则相反,通过有氧化铁皮的薄层(膜)往金属里面扩散。因而氧化铁皮层变得更厚。在过程开始时,形成氧化业铁Fe0。在温度900℃左右时,氧化皮由明显的三层组成。氧化皮上层是氧化铁Fe 03。这层占氧化皮厚度的2%。中间层由磁性氧化物F3 04组成并占氧化皮厚度的18%左右。粘附于金属的内层Fe0占氧化皮厚度的80%左右。在较高温度时,氧化皮由两层组成。
行业资讯 -
资讯:影响电解脱脂除油效果的因素有哪些?
电流密度 提高电流密度,可以相应提高脱脂速度和改善深孔脱脂质量。但电流密度与脱脂速度不完全成正比。电流密度过高,槽电压增高,电能消耗太大,形成的大量碱雾不仅污染空气,而且还可能腐蚀工件(钢铁件阳极脱脂和铝及铝合金阴极脱脂,都可能产生腐蚀)。电流密度一般控制在5~15A/dm2。
行业资讯 -
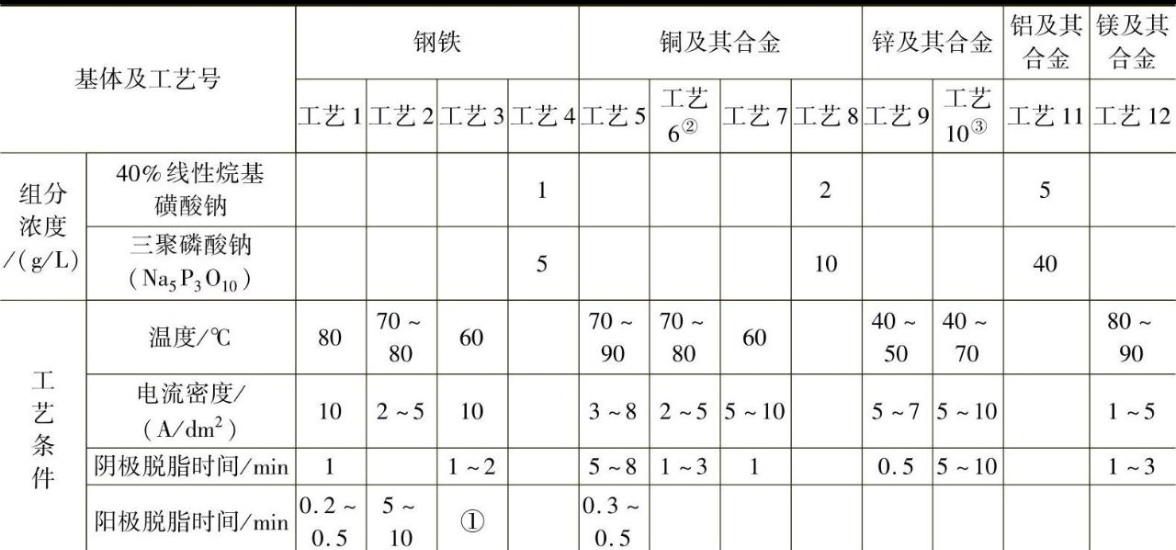
资讯:金属表面处理中常用工业碱性脱脂/除油工艺有哪些?
常用工业金属碱性脱脂/除油既适合于黑色金属钢铁材料,又适合于有色金属合金材质也适用于大多数非金属材质,是应用最普遍的清洗脱脂方法。常用碱性脱脂工艺如下图所示:
行业资讯 -

脱漆剂的原理与组成以及使用方法
脱漆剂是能溶解或剥离油漆/粉末涂层的溶剂或水剂脱漆剂,主要由溶解能力强的溶剂与石蜡、纤维素、表面活性剂等组成。在钢铁表面喷涂行业,清除旧涂层传统方式主要用机械的方法如手工拷铲、喷丸、喷砂、高压水及其磨料射流等,但对于铝质工件,由于机械的方法容易划伤铝材,因此主要采用砂纸打磨、脱漆剂等方式清除旧涂膜。
行业资讯 -
硅烷处理剂与陶化剂的对比有什么不同
长宇CSF-801陶化剂是以硅烷、锆盐及硅烷锆盐复合为基础的低能耗、高性能的新型环保产品,加入特殊的成膜助剂后能在钢铁、锌板、铝材表面进行化学处理,生成一种杂合难溶纳米级陶瓷转化膜。陶瓷转化膜具有优良的耐腐蚀性,抗冲击力,能提高涂料的附着力。转化膜生成过程中无需加热,槽液中也无渣产生。CSF-801陶化剂中不含磷、锌、钙、镍、锰、铬等元素,不含硝酸盐和亚硝酸盐等致癌物质,其废液经简单中和处理后即可排放。
行业资讯
提示✕









