
 搜索
搜索



-

磷化后很快生锈的原因看这里
磷化后很快生锈的主要原因涉及工艺控制、设备运行和后续处理三个层面,主要包括磷化参数失衡、设备排风/循环系统故障、表面预处理不彻底及防锈措施缺失等关键因素。
专业视角 -

详解锌系磷化常见故障及解决办法
现象:工件部分有紫蓝色点或斑原因:a.表调槽PH值过低或老化失效b.皮膜槽促进剂过高c.皮膜槽游离酸过低 解决:a.添加表面调整剂或更新b.调整促进剂在要求范围内c.加皮膜剂或游离酸升值剂(磷酸)
专业视角 -
锌系磷化常见的故障及解决办法
促进剂过低:化成不易,时间延长,工件烤干易发黄,有时呈黄斑。C.酸比是否正常,与促进剂是否协调。酸比高,促进剂低,反之亦然
专业视角 -
陶化剂使用中常见故障及处理方法
陶化一般是指通过在金属表面形成一层纳米级的陶瓷转化膜,以提高其耐腐蚀性和抗冲击力。这种工艺通常使用锆盐、硅烷或复合型材料作为基础,通过化学处理在金属表面生成一层难溶的陶瓷转化膜。
专业视角 -

分享电镀镍中常见的几个大问题以及镀镍出现针孔故障解决方法
电镀镍件常见的的部分区域产生密集的针孔,为什么其余部分没有或根底没有,凡是为镀前措置不良,零件的部分概况上有油污、憎水膜、氧化物等激发的。
专业视角 -
电镀镍中常见九大故障与解决方案
电镀镍的不良主要在:前处理不良、有金属杂质、硼酸含量太少、镀液温度太低都会导致电镀镍层出现针孔,而镀液维护及严格控制流程是关键所在。解决好以下这“九”大故障,基本问题就控制住了。
专业视角 -
分享电镀镍常见问题与排除方法
镀镍是目前电镀用到最多的一种镀种,因为用的广泛,所有常见的故障很多人都不会排除的,本期来讲讲电镀镍常见问题和排除方法,电镀镍它已从普通镀镍(暗镍)发展到全光亮镀镍,镀镍用的光亮剂也从无机光亮剂发展到第四代有机光亮剂。电镀行业现用的全光亮镀镍槽液基本上是瓦特型,其配方及工艺规范除浓缩型光亮剂外,基本上大同小异。镀镍出现故障时,应检查工艺执行情况,分析故障出现的原因,将其解决。
专业视角 -
浅析化学镀镍后镍层容易起皮脱落之原因
镀镍层出现起泡和脱皮也是镀镍常见的故障之一,产生镀镍层与基体结合力不好的原因主要有:镀前处理不良(零件表面有油、氧化物等);清洗水中有油或有六价铬污染;酸活化液中有铜、铅杂质;镀镍过程中产生双性电极或断电时间过长;镀液中硼酸含量少、铁杂质多、镀液pH值高、或油、有机夹杂或光亮剂过多等。这些都会影响到镀镍层与基体的结合强度。
专业视角 -

黄铜化学抛光效果不理想的原因与处理办法
一般采用无硝酸抛光液抛光黄铜工件,由于化学抛光液寿命短,且常会出现一些问题,依靠分析抛光液来处理抛光故障已不能满足快速生产的需要。为此,通过试验总结了一些故障处理方法,现介绍如下。
专业视角 -
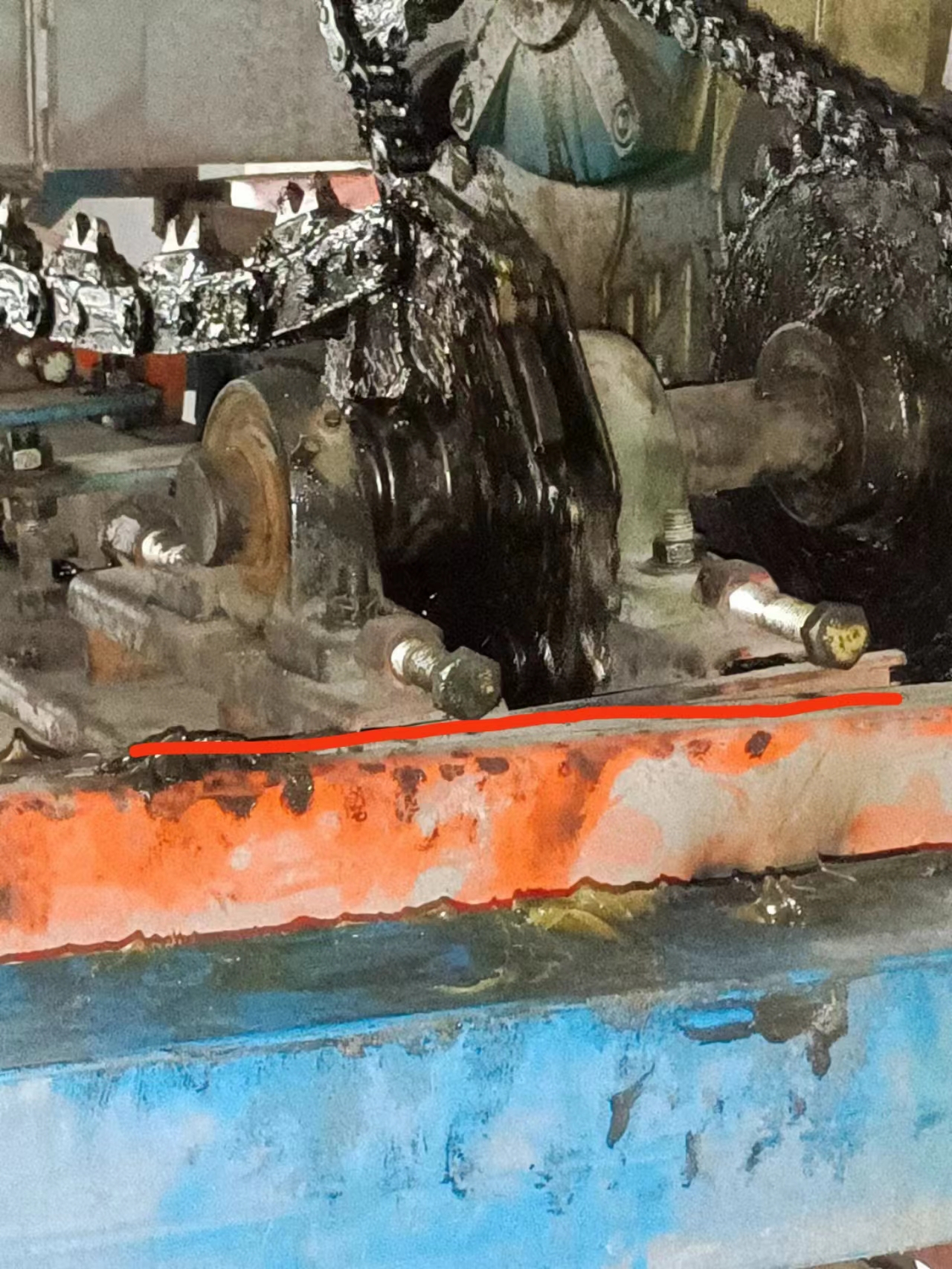
涂装线5吨链条最常见故障及解决办法(驱动故障)
链条运行卡顿,发抖,砰砰响
专业视角
提示✕









