带钢是指各类轧钢企业为了适应不同工业部门工业化生产各类金属或机械产品的需要而生产的一种窄而长的钢板,又称钢带。带钢在生产时会选择在其表面进行连续热镀锌处理,从而大幅度提高钢铁材料的耐大气腐蚀性能,因热镀锌成本低于化学镀锌,所以近年来热浸镀锌市场份额逐年递增,产品广泛应用于汽车、家电和建筑领域。
带钢热镀锌缺陷主要体现在以下几个方面:
1、锌渣缺陷
锌渣主要是铁与锌或铝形成的金属间化合物。锌渣的形成原理是:带钢在进入锌液后,其表面的铁原子同时发生溶解和冶金反应。当进入锌液的铁低于锌液中铁的饱和溶解度时,铁主要以溶解状态存在于锌液中;当进入锌液的铁超过锌液中铁的饱和溶解度时, 铁便会与锌或铝形成金属间化合物析出。
锌渣的组成与锌液温度及其有效铝含量有关。在常用的锌液温度下,当锌液中有效铝含量低于0.135%时 , 锌渣的主要成份为FeZn7,该锌渣密度较锌液密度大,称为底渣;当锌液中有效铝含量高于0.135%时,锌渣的主要成份为Fe2Al5,该锌渣密度较锌液密度小,称为浮渣。
在连续生产过程中, 当锌液中有效铝含量发生变化时,底渣可以转化成浮渣,反应式为 :2FeZn7+5Al=Fe2Al5+14Zn
锌液中铁的饱和溶解度与锌液温度成正比,与锌液有效铝含量成反比。在加入锌锭时,由于锌锭熔化消耗大量热量, 会造成局部锌液温度的降低,铁的饱和溶解度降低,从而会析出锌渣。
当从GA向GI转换时,需要增加锌液中的有效铝含量, 此过程锌液中铁的饱和溶解度降低, 会析出大量锌渣。当入炉前带钢表面清洗不彻底时, 带钢表面残留的铁粉会随着带钢进入锌液, 这些铁粉从带钢表面脱落后可快速形成锌渣。当带钢入锌锅温度过高时, 带钢表面的铁原子溶解速度和反应活度较大,会增加锌渣数量。
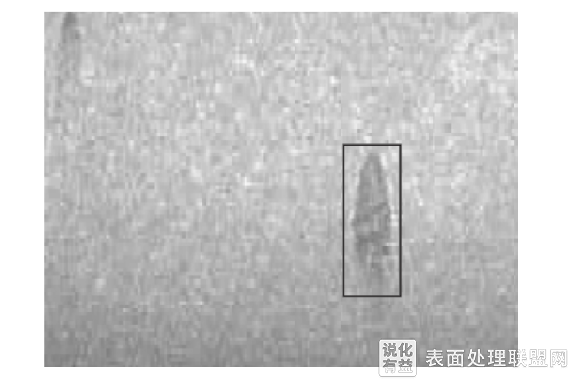
上图为锌渣缺陷
减少锌渣缺陷的控制措施
(1)控制锌液中的有效铝含量,使锌渣主要以浮渣形式存在, 同时尽可能减少有效铝含量的波动,控制有效铝含量波动在0.02%以下。
(2)确定合理的带钢入锌锅温度,采用高效锌液温度控制模型,减少锌液温度波动,将锌液温度控制在(460±3)℃范围内。
(3)加强清洗,保证入炉带钢表面铁粉含量 低于40mg/m2 。
(4)均匀加锭,避免有效铝含量和锌液温度的剧烈波动。
(5)减少GA向GI的转换次数,或采用双锌锅避免GA向GI的转换。
(6)及时捞渣,浮渣一般采取捞渣的方式去除,一定要注意锌锅中带钢出口处浮渣的捞取,以 减少此处的浮渣粘附在带钢的表面。
2、气刀条痕缺陷
由于气刀的唇部有损伤缺口或气刀缝隙处堵塞,都会在带钢的相应位置产生凸起的带痕,称之为气刀条痕缺陷。 在气刀的喷吹压力很大且气刀距锌液液面很近时,锌液的飞溅会引起喷嘴的堵塞。
气刀条痕缺陷控制措施非常简单,当生产中一旦出现有气刀条痕缺陷时, 及时用专用工具进行处理。
3、漏镀缺陷
漏镀产生的主要原因:
(1)带钢原板面上粘附一些未被清洗干净的异物,这种漏镀缺陷呈块状斑痕分布没有规律。
(2)炉内气氛比例不合理,氢气含量低,残氧量偏高时, 带钢表面附着一些无规律分布的片状针孔黑点氧化物。
(3)炉鼻子内部锌液面上有积灰,或炉鼻子内部的结渣。在带钢运行时,尤其是在带钢增速、 减速或有焊缝通过,导致带钢在此处产生振动,锌灰或锌渣粘附在带钢表面上而产生漏镀。
漏镀缺陷控制措施
(1)定期检查清洗段的清洗能力,做擦拭实验检查清洗后的带钢表面, 减少因为原板面上的异物造成的漏渡。
(2)实时监控炉内气氛,及时调整。
(3)定期清理及吹扫炉鼻子。
4、划伤缺陷
在热镀锌之前带钢板面上的划伤, 称为镀前划伤,这种划伤有可能来自原料板面,如在冷轧机出口,上下导板划伤;冷轧或者热轧轧辊划伤;热镀锌生产线锌锅前入口导板台、入口矫直机辊面结瘤划伤;带钢在入口活套跑偏,被托辊划伤;原料板形不好,在退火炉通道内划伤;摆动炉鼻子清理,炉鼻子内结渣时,摆动幅度过大被炉鼻子划伤及沉没辊划伤等等原因。镀前划伤都是基板受损,在镀锌之后,划伤颜色发暗,而且板料冲压后往往更加明显。
锌层表面受损, 打磨后不明显的划伤被称为镀后划伤,这种划伤对后续冲压,喷漆表面影响较小。镀后划伤可能来自锌锅之后的辊面, 或者导板台上异物划伤。划伤颜色发亮,容易与镀前划伤区分。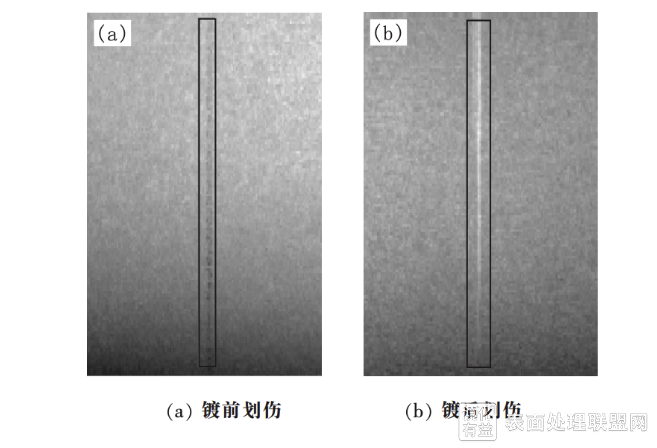
划伤缺陷控制措施
通过生产线检查台和在线检测表面系统可以监控带钢表面的状态,发现连续划伤缺陷时,首先分清划伤类型,是镀前划伤还是镀后划伤。
如果是来自锌锅之后的镀后划伤,及时检查各个夹棍、托辊及转向辊的运行状态,寻找出缺陷来源并消除, 如果是镀前划伤, 同样检查锌锅前各个辊的运行状态,并检查生产线入口处的原料带钢。如果是原料带钢有划伤,及时查询生产批次,将同批次原料撤下,以免大批量生产带缺陷原料。
5、热褶皱
热褶皱也被称为热瓢曲, 根据张清东的研究,带钢横向瓢曲的主要原因是由于带钢宽向中部局部区域张力集中导致不均匀拉伸变形造成的局部屈曲。这种缺陷的产生与带钢厚度、带钢宽度、带钢温度、张力、板形、炉辊凸度有关。即带钢越薄、带钢越宽、带钢温度越高、张力越大、 凸度越大,带钢瓢曲越严重,越容易产生这种缺陷。
热褶皱缺陷控制措施
(1)出现热褶皱缺陷时, 应及时减小炉内带钢的张力,使炉内带钢在最小张力的情况下运行。
(2)控制原料板形,原料板形带有严重单边浪或严重中浪的不能使用。
(3)生产不同规格的料,宽接窄,薄换厚,要逐渐改变,避免两个规格差距过大的料接连直接生产。
6、光整羽痕
羽痕缺陷产生于光整过程中, 是由类似羽毛形状的缺陷纵向排成一串组成。原因是由于光整辊缝隙中的带钢受到不稳定的延伸率轧制所产生,其典型形貌如图所示。

光整羽痕缺陷是光整辊缝隙中的带钢受到不稳定的延伸率轧制时产生的,出现羽痕缺陷,需要加大光整张力,减小轧制力,加大光整弯辊力。板料较厚时,在调整光整张力及轧制力时,有可能会出现严重边浪,要及时打开光整以免断带,也可以通过拉矫机来消除羽痕。
7、压印
压印产生的主要原因:
(1)辊子上粘有颗粒物。
(2)机械损伤造成退火炉内辊子上粘有软的 堆积物。
(3)夏天蚊虫飞到带钢板面上经过辊压后产生。
(4)辊面受损。
(5)退火炉内,从烧嘴喷出一些杂质到带钢表面。镀锌板表面压印缺陷形成原因较多,但由辊子原因造成的压印都有周期性,可以通过周期计算出压印来自哪根辊,从而清理或更换新辊消除压印缺陷。
当检查员发现压印缺陷时, 需要测量压印周期,通过周期计算出辊径,可以大概计算出产生压印缺陷的位置, 从而消除压印。保持生产线的密闭,可以减少灰尘或者蚊虫附在辊面产生压印。当发现压印周期与生产线辊径不符时, 需要排查原料,避免批量生产。
压印属于一种常见而又不可控制的缺陷,无法完全杜绝,需要及时发现,及时处理,所以对带钢表面的实时监控格外重要。以上的几种缺陷,都是在日常生产中经常出现的,只要注意对带钢表面的实时监控,生产人员反应快速并及时采取应对措施, 可以大幅度地减少降级和切料。同时监控和检查原料质量,减少不必要的产品缺陷。
热镀锌带钢应用行业对于其表面质量的要求非常严格。表面质量涉及炼钢到镀锌生产各个工序, 并最终体现在后续的冲压和涂装的使用过程, 因此应根据具体的缺陷形态做出客观合理的评价和分析, 找出导致产生各类表面缺陷的原因,对症下药,就能解决问题。


 您暂未开通PLUS会员,请选择您的会员套餐
您暂未开通PLUS会员,请选择您的会员套餐

 搜索
搜索













